

铲车卸荷阀漏气卡死?手把手教你修好
从“卡死”到“异响”,手把手教你让阀门重获新生。
前言:为什么你的换向阀总在关键时刻“罢工”?
“设备运行到一半突然失压,拆开阀体发现阀芯锈死在阀孔里...”
“新换的电磁铁用不到一周就烧线圈,反复维修成本翻倍...”
一、主阀芯“瘫痪”不动(7大元凶+精准打击)
▍症状:通电后阀芯纹丝不动,系统无动作
▍核心逻辑链:动力源异常→阀体卡滞→油路阻塞→油质劣化
1. 电磁铁失灵 线圈烧毁/推力不足 ,万用表测电阻(正常20-50Ω),超范围即换 勿用焊枪补焊线圈!
铁芯卡死(油泥堆积), 用磁性棒吸出断针,酒精超声清洗 装前涂二硫化钼润滑脂
2. 先导阀作妖, 阀芯与孔配合过紧 铰刀扩孔至H7/g6公差,配研修复 避免用砂布打磨!
弹簧侧弯,(运输碰撞) 游标卡尺测弯曲度>0.5mm即换 新阀也需全检!
3. 主阀芯卡死 毛刺/油垢, 用0.5mm针捅+煤油浸泡24h 拆前标记阀芯位向!
4. 液控油路断供 节流阀误关/管路堵塞, 拆检时用压缩空气反吹 备0.1mm/0.3mm通针
5. 油液“造反” ,油温>60℃(胶质析出) 加装机油冷却器,换46#抗磨液压油 油质每500h检测一次
6. 安装埋雷 ,管道“别劲”致阀体变形 ,用百分表校直管道后再紧固螺栓 对角分三次拧紧!
7. 弹簧叛变 ,疲劳断裂(>10万次), 选17-7PH不锈钢弹簧(寿命↑3倍) 旧阀弹簧一律换新!
二、流量“偷跑”:阀开了却出力不足?
▍致命陷阱:推杆长度误差>1mm就会导致行程不足!
▍三步锁定真凶:
1. 测推杆:游标卡尺量取长度(标准值见阀型号手册)
2. 查间隙:阀芯与阀孔间隙>0.015mm需配研(图2)
3. 验弹簧:弹簧刚度不足时,用手推阀芯应有明显复位感
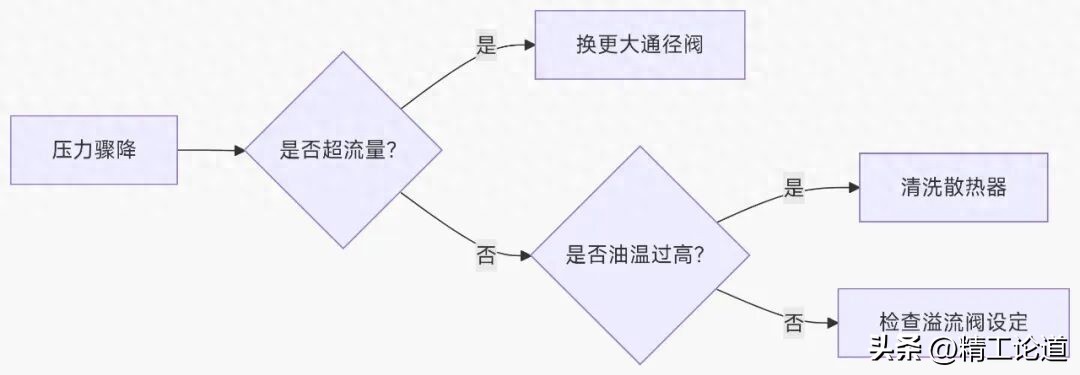
三、压力“跳水”:系统压力莫名暴跌?
▍根源定位:
四、高频振动异响?3招根治“液压交响乐”
▍噪音来源诊断表:

️ 五、电磁铁过热烧毁?警惕这4个隐形杀手
▍温度红线:线圈表面>80℃立即停机!
▍四维防护策略:
1. 电压维稳:加装稳压器(波动<±10%)
2. 负载管控:流量>阀额定值120%时并联换向阀分流
3. 同轴校准:用激光对中仪调整铁芯同轴度(偏差<0.1mm)
4. 散热加强:线圈加装铝制散热鳍片(降温↓15℃)
终极武器:换向阀健康管理表

结语:预防>维修!记住三个“绝不”
绝不让油箱敞开超过24小时(防尘防水防氧化)
绝不混用不同品牌液压油(添加剂化学反应)
绝不带电拆卸阀体(残余电流击穿线圈)
---精工论道.往期回顾---
三位四通换向阀原理!
先导溢流阀工作原理!
齿轮泵工作原理!
三位五通换向阀工作原理!
三分钟掌握叶片泵工作原理!
一文讲清单级调压回路!
直动溢流阀工作原理!
10000+工程师都在看↓↓↓↓